
レーザー除去加工における加工パラメータの影響
島根県産業技術センター
株式会社ゼンキンメタル
研究目的
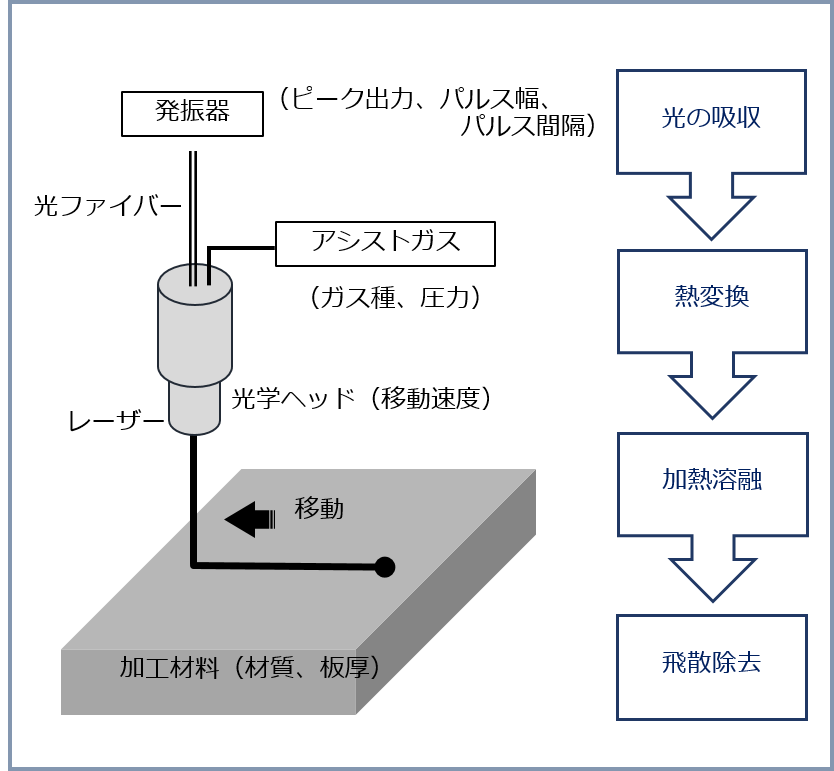
レーザーは、太陽光や蛍光灯光と比べ、単色性(同一波長)や指向性(同一位相)が高く、高エネルギー密度が得られるといった特徴がある。機械金属産業では金属板材の切断や穴あけにレーザー除去加工を多用しているが、工業製品の小型軽量化、高精度化への要求が厳しくなる中、薄板材料に対する微細かつ高精度な除去加工が求められる。本研究では、より微細なレーザー除去加工の適用を目的に、加工パラメータが加工線幅の寸法に及ぼす影響について調べた。
実験方法
SUS304ステンレス鋼板(t0.3mm)を試料に,下表の加工パラメータを変化させて加工長さ100mmの直線加工を行い,加工線の形状観察、カーフ幅の寸法測定を行った。
2次元レーザー加工装置(LaserLife社製CSB-450F型)
| ピーク出力 | 225~900W |
|---|---|
| パルス幅 | 0.05~0.11ms |
| パルス間隔 | 0.5~2.0ms |
| 移動速度 | 500~5000mm/min |
| ガス圧力 | 2.0MPa |
レーザー除去加工プロセス
実験結果
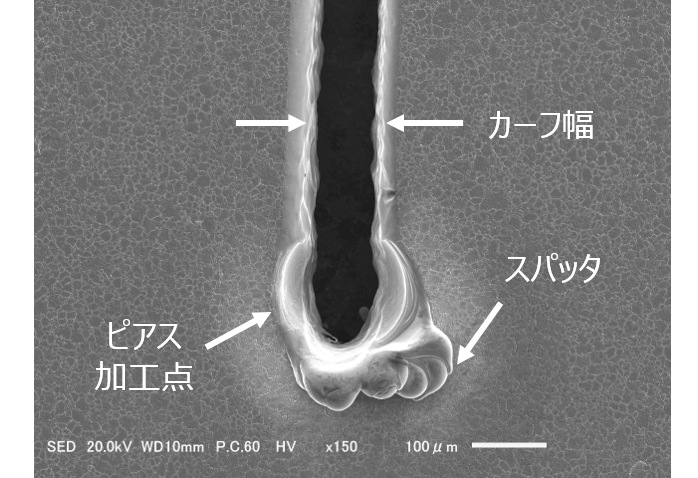
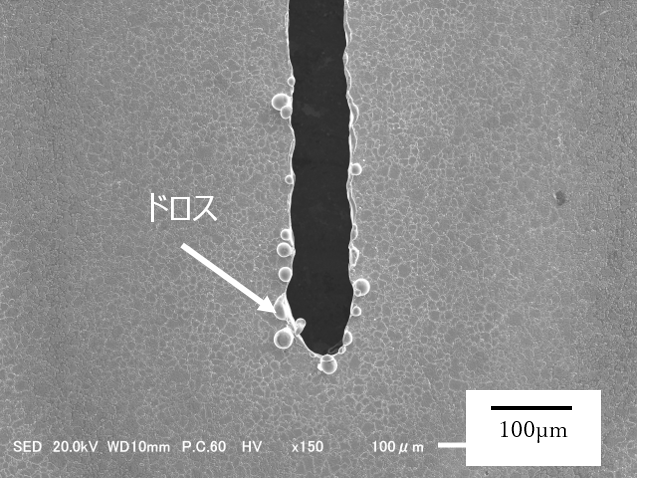
代表的な加工断面
- 加工断面
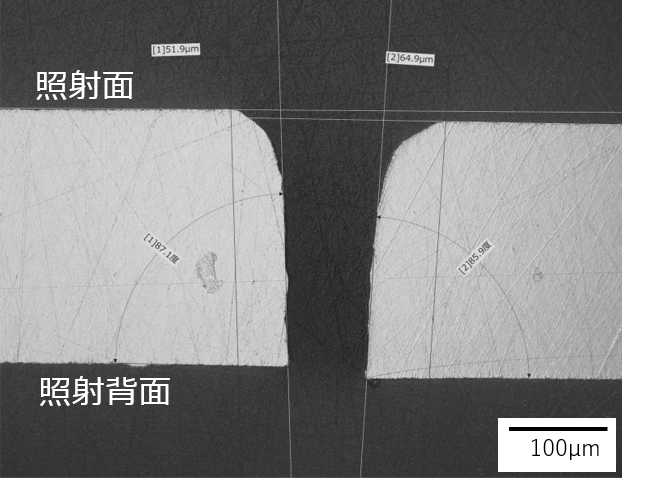
- レーザー照射面
- レーザー照射背面
発振条件の影響
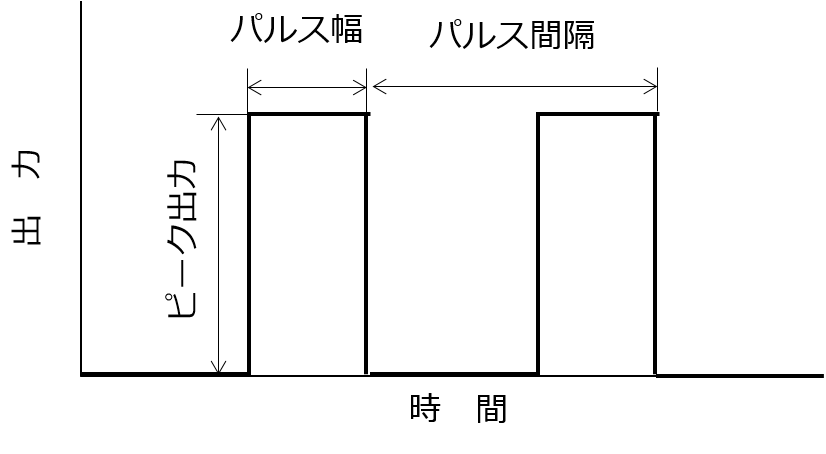
- パルス発振波形
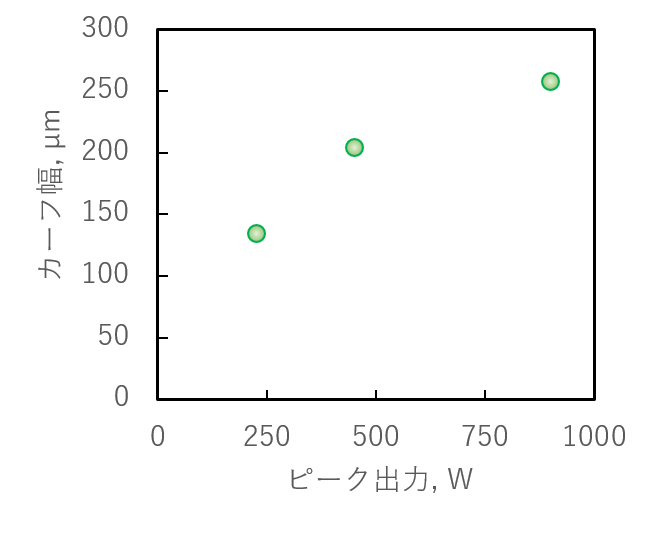
- ピーク出力の影響
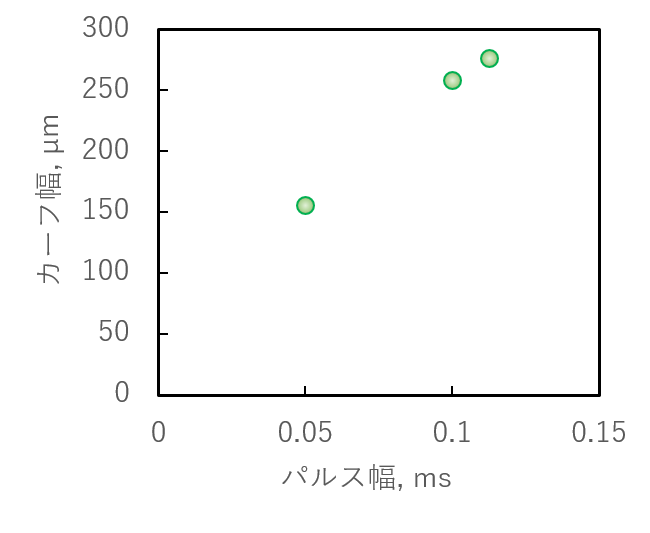
- パルス幅の影響
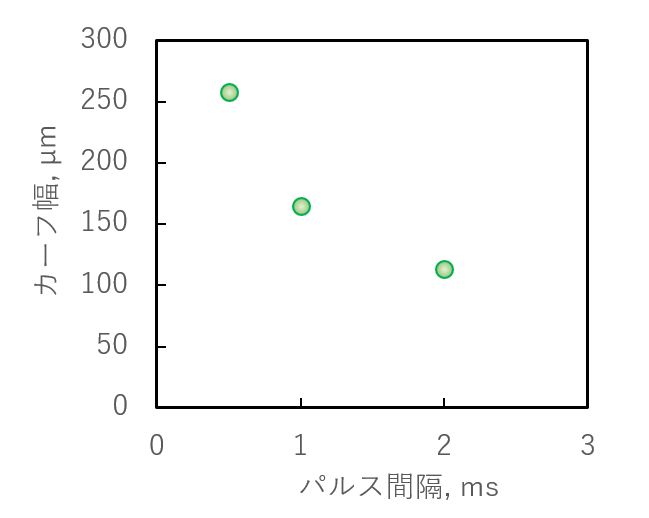
- パルス間隔の影響
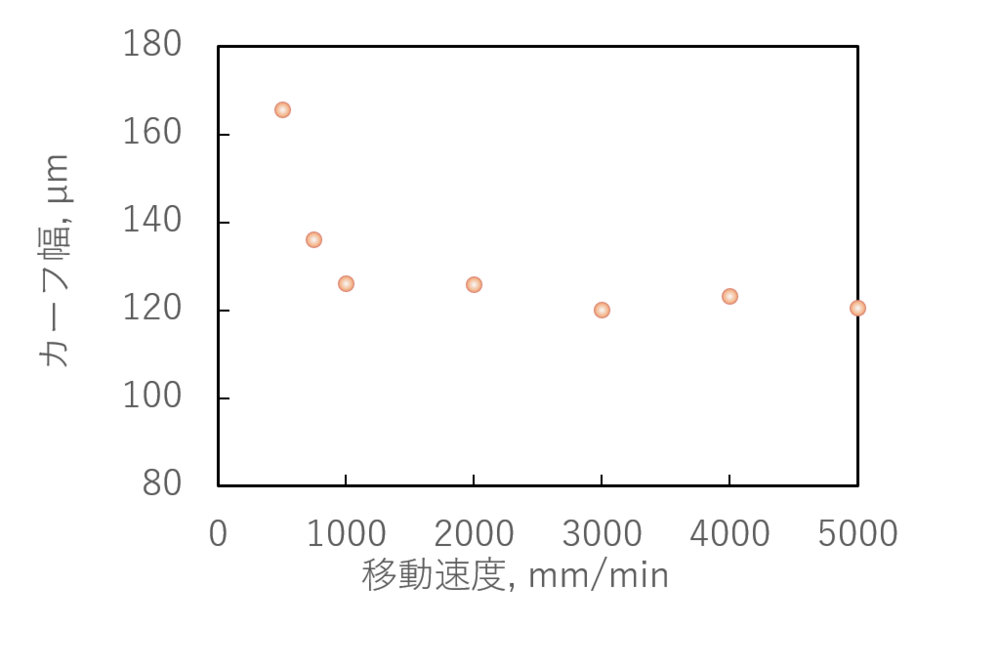
移動速度の影響

- 加工断面はテーパー状を示し、表裏面にはスパッタやドロスの付着が見られる。
- 移動速度が速いほど入熱量(溶融領域)は小さく、カーフ幅寸法も小さくなる。しかし、必要以上の高速化は照射間隔が大きくなるため安定した線形状を示さない。
- ピーク出力が低い、パルス幅が短い,パルス間隔が長いほど入熱量は小さくなる。カーフ幅寸法も小さくなる。
- 商用のレーザー加工機を用いて加工条件の違いが加工材料の構造に与える影響(加工メカニズム)を把握し,加工パラメータを最適化することによって加工線幅(カーフ幅)の微細化を行った。
- 既存の生産設備でも,加工パラメータを構築することで製品品質や自社技術の向上は可能である。
担当科
| 所属 | 電話番号 |
|---|---|
| (0852)60−5123 |
