
インサートチップ歯帯鋸を利用した木工用テーブル帯鋸盤の性能評価
2023年08月17日
島根県産業技術センター
有限会社岩崎目立加工所
松江工業高等専門学校
三重大学大学院生物資源学研究科
緒言
製材中の帯鋸の走行速度の変化は、製材品質や帯鋸の寿命に影響を及ぼすことが考えられる。等間隔の穴を空けた鋸身にレーザ光を照射して帯鋸の走行速度を測定し、様々な被削材を切削したときの挙動を測定した。考案した手法の検証を目的として、本研究では歯先の欠けなど、製材上支障を生ずる節や混入異物の切削を行ったときの帯鋸の挙動について、ハイスピードカメラおよび非接触三次元デジタイザーを用いた計測を行った。
切削実験
 節を系統的に再現することは困難であることから、スギ製材の節部5箇所のロックウェル硬さ(HRB平均値31.6、変動係数0.62)の結果から、長さ700mmのスギ製材の上面に、アルミニウム合金製の板を被削材の中央または切削開始端部に貼り付けて切削した。
節を系統的に再現することは困難であることから、スギ製材の節部5箇所のロックウェル硬さ(HRB平均値31.6、変動係数0.62)の結果から、長さ700mmのスギ製材の上面に、アルミニウム合金製の板を被削材の中央または切削開始端部に貼り付けて切削した。
切削に際しては鋸歯ピッチが異なる2種類の帯鋸を用い、切り込み量が0.094mmとなるよう送材速度を変更した。アルミ板を被削材の中央に貼り付けた被削材1本を12回切削した後、アルミ板を切削開始端部に貼り付けた被削材1本を12回切削した。
- 帯鋸の仕様
| 帯鋸名称 | A | B |
|---|---|---|
| 鋸幅mm) | 102 | |
| 鋸厚(mm) | 0.8 | |
| ピッチ(mm) | 29.9 | 20.0 |
| すくい角(° ) | 20 | |
| 歯端角(° ) | 60 | |
| 逃げ角(° ) | 10 | |
|
あさり幅mm) |
1.6 | |
| 歯の材質 | ステライト | |
| 鋸身に描いたマーカーの数 | 60 | 50 |
| 送材速度設定値(mm/sec) | 90 | 133.8 |
ハイスピードカメラ、画像センサによる画像マーカーの検出
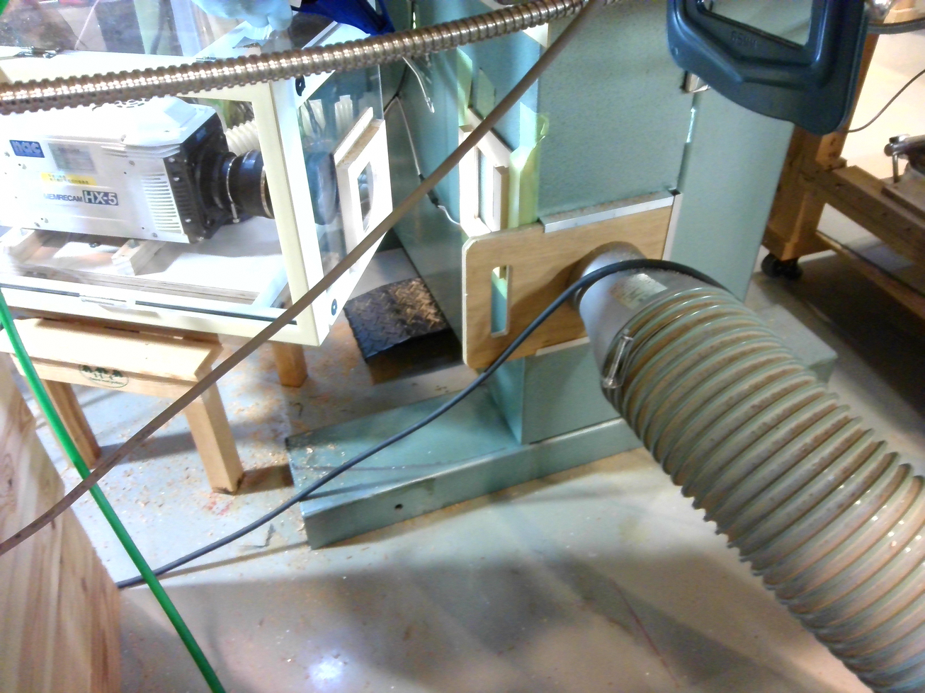
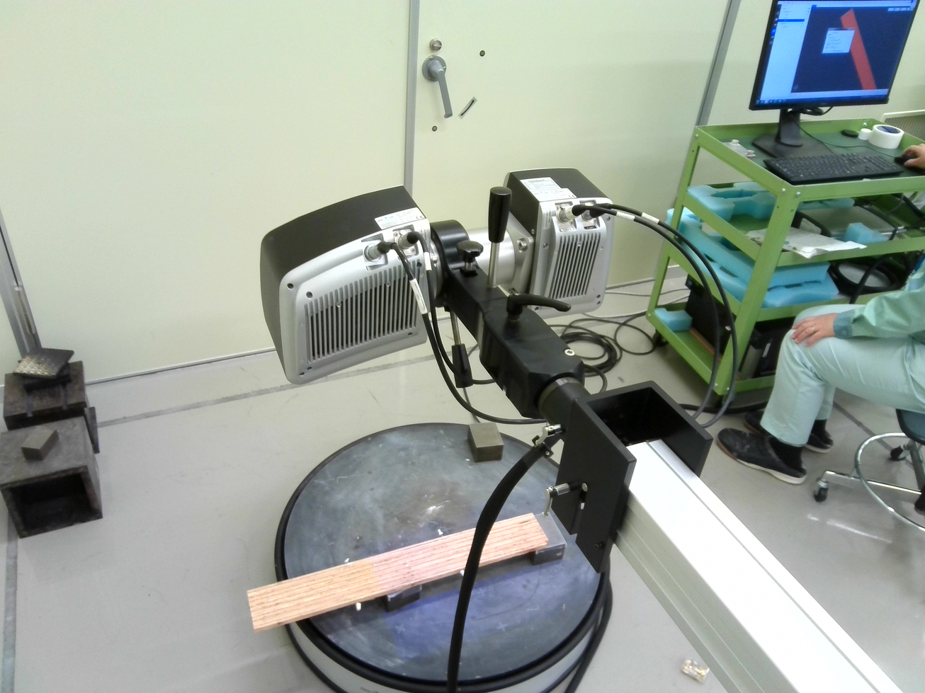
切削中の鋸身、および上プーリまたは下プーリを1msec毎に撮影した。撮影した写真を画像センサに読み込ませて、写真に定期的に出現するプーリ、鋸身に描かれた画像マーカーの種類や座標、出現した時刻から、プーリおよび鋸身の走行速度を計算した。
高速度カメラシステム
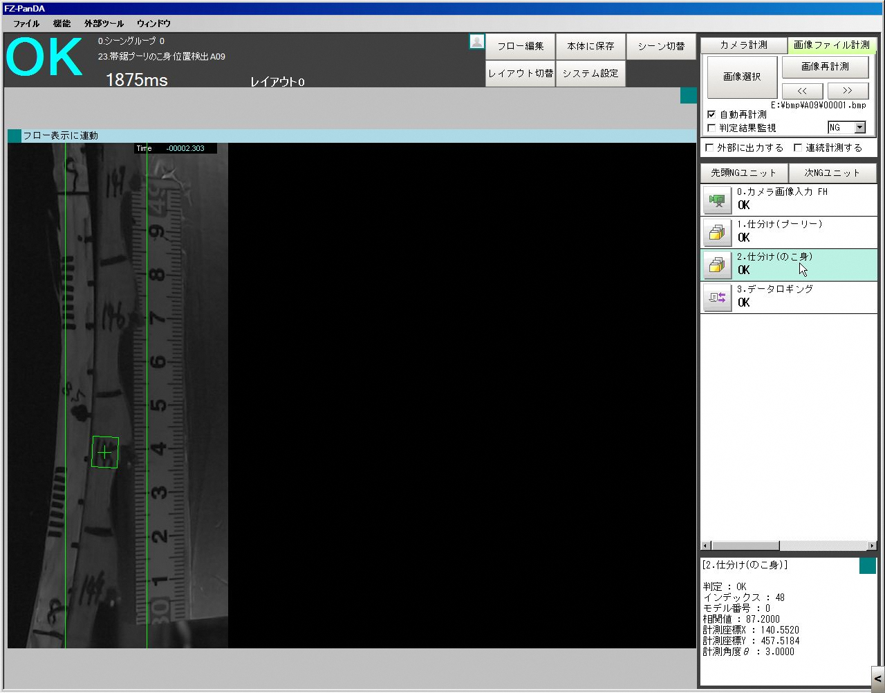
ハイスピードカメラを用いた画像解析
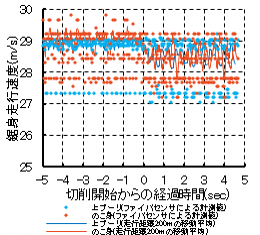
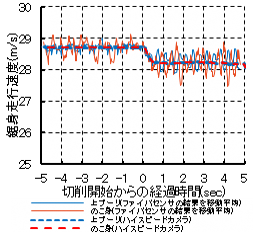
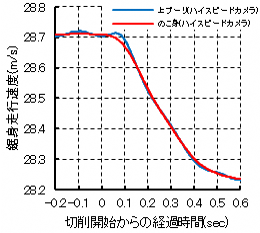
ハイスピードカメラで測定した鋸速度と比較して、ファイバセンサとパソコンを用いて行った測定結果は十分な精度とはいえないが、移動平均して平滑化するとハイスピードカメラと画像解析による結果に近い推移を示した。リアルタイムで簡便に測定可能な方法としては有用であり、ハードウェアを用意すれば精度も向上すると考えられる。
ハイスピードカメラを用いて鋸身走行速度を計算した結果からは、アルミ板を切削した瞬間に上プーリとのこ身の走行速度に差が生じる現象も観察された。
- ハイスピードカメラおよびファイバセンサで求めた鋸身走行速度の一例(帯鋸B(4)、アルミ板を切削開始端部に貼り付け、切削13回目、切削長さ8.8m)
非接触三次元デジタイザーを用いた切削面の平滑度の計測
点間平均距離0.078mm、精度±0.040mmに設定して切削面の3Dプロファイルを取得。日数の経過により切削面にそりが生じたため、取得した3Dプロファイルを10×10点で近似させた曲面に対する凹凸を評価した。
切削面の3Dプロファイル測定
- 切削面の3Dプロファイル、および切削中の鋸身走行速度(上段)、送材力(中段)、消費電力(下段)の推移
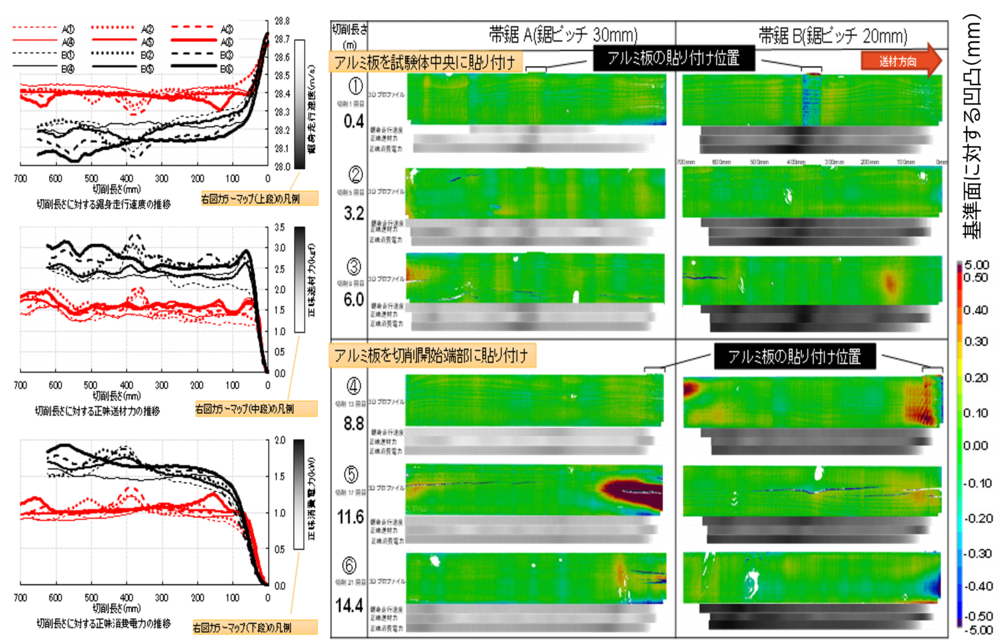
アルミ板を貼り付けた位置で粗い筋が入ったが、切削長さが増加するとアルミ板貼り付け部における凹凸は目立たなくなった。一方、ハイスピードカメラで測定した鋸身走行速度、正味送材力、正味消費電力のいずれもアルミ板貼り付け位置で変化を示し、アルミ板の切削は鋸身走行速度などに及ぼす影響が大きいと考えられる。
帯鋸Bの切削で、(4)(切削長さ8.8m時) ではウォッシュボードが発生した。帯鋸Aと鋸歯ピッチが密である帯鋸Bを比較すると、一歯あたり切り込み量は同一ながら、鋸身走行速度、正味送材力、正味消費電力いずれも帯鋸Aより帯鋸Bが大きく、切削中に鋸身走行速度が低下したことから切削負荷は大きいといえる。また、切削を繰り返すたびに鋸身走行速度なども徐々に低下しており、帯鋸Bでは摩耗により切削性能が低下したと考えられる。
担当科
| 所属 | 電話番号 |
|---|---|
| (0852)60−5121 |
